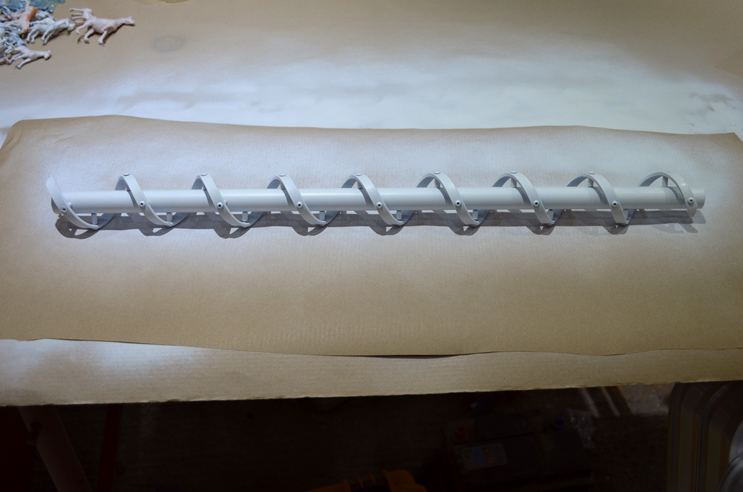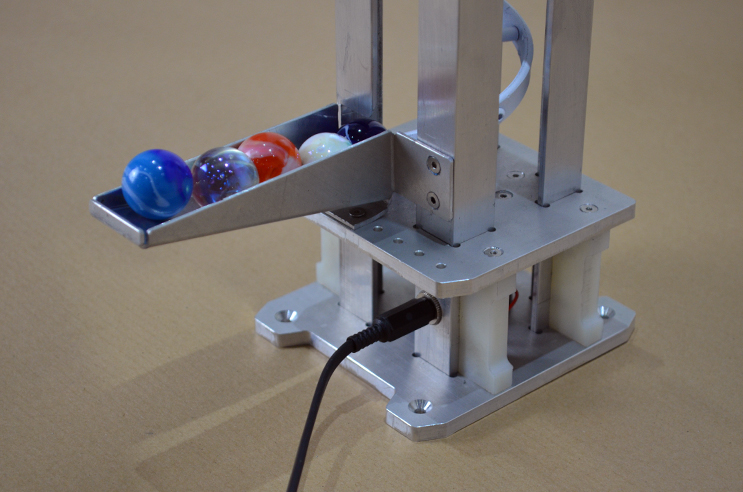
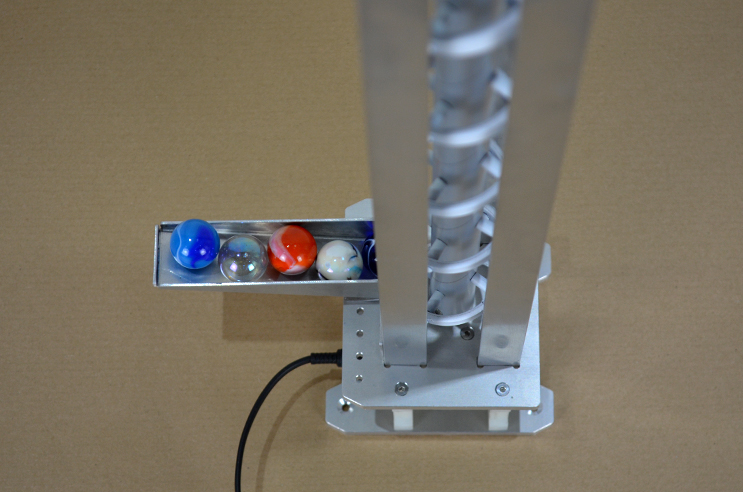



This was for a shop window, to cycle marbles back into a 1.5m vortex.
Making this bit was interesting. Two 40mm square pieces of nylon with holes in the centre were temporarily pushed onto the ends of the tubing, and a height gauge used to scribe a centreline at 20mm. The square ends could then be rotated by 90° three more times to mark it along its length.
For a helical pitch of 68mm, the tube was drilled and tapped at 17mm intervals along its length, with a quarter turn between each hole.
If the diameter of the helix, D, is 42mm, the height between screws, H, is 17mm, the number of turns, T, is 0.25, then the hole spacing along the steel strip is given by:
Arc length = √
(πDT)2+
H2
≈ 37.1mm
So drilling the strip of steel every 37.1mm meant that the holes would match up with the ones around the tube. The strip was measured and punched when it was flat, and then drilled once it had been formed into a helix, to avoid kinks at the weak spots during bending. RS sell brass spacers, which saved spending all day machining 33 little tubes. The horses in the top left are for another project.